
















![[展会]2017中山高端激光展,爱迪达科技精彩回顾](http://www.ideedalaser.com/uploads/allimg/170802/1-1FP20233460-L.jpg)
![[展会]中国高端激光应用技术展览会](http://www.ideedalaser.com/uploads/allimg/170802/1-1FP2022R90-L.jpg)
![[展会]深圳国际电子展,爱迪达科技收获盛誉](http://www.ideedalaser.com/uploads/allimg/170802/1-1FP20224550-L.jpg)
影响激光焊机铝合金效果的因素
时间:2018-05-11 来源:爱迪达激光
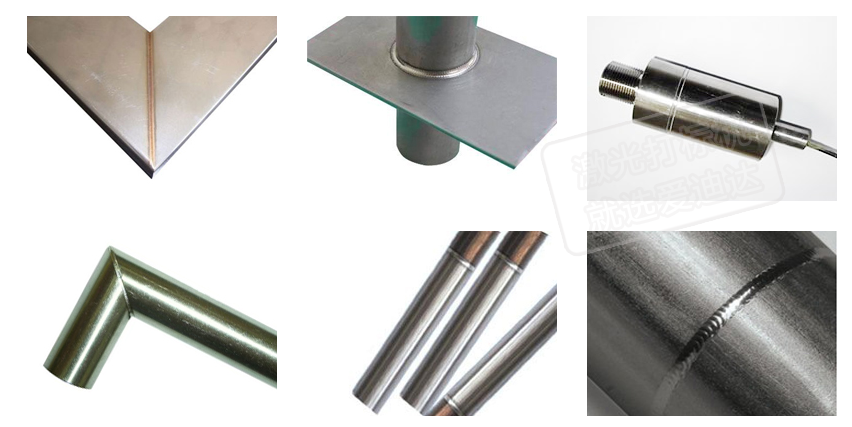
铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。工业经济的飞速发展,对铝合金焊接结构件的需求日益增多,使铝合金的焊接性研究也随之深入。
在铝合金激光焊接过程中,小孔的出现可以大大提高材料对激光的吸收率,焊接可以获得更多的能量,而铝元素以及铝合金中的Mg、Zn、Li沸点低、易蒸发且蒸汽压大,虽然这有助于小孔的形成,但等离子体的冷却作用(等离子体对能量的屏蔽和吸收,减少了激光对母材的能量输入)使得等离子体本身“过热”,却阻碍了小孔维持连续存在,容易产生气孔等焊接缺陷,从而影响焊接成形和接头的力学性能,所以小孔的诱导和稳定成为保证激光焊接质量的一个重点。
由于铝合金的高反射性和高导热性,要诱导小孔的形成就需要激光有更高的能量密度。由于能量密度阈值的高低本质上受其合金成分的控制,因此可以通过控制工艺参数,选择确定激光功率保证合适的热输入量,来获得稳定的焊接过程。另外,能量密度阈值一定程度上还受到保护气体种类的影响。例如,自动化激光焊接机焊接铝合金时使用N2气时可较容易地诱导出小孔,而使用He气则不能诱导出小孔。这是因为N2和Al之间可发生放热反应,生成的Al-N-O 三元化合物提高了对激光吸收率。
气孔问题
铝合金种类不同,产生的气孔类型也不同。一般认为,铝合金在焊接过程中产生以下几类气孔。
1) 氢气孔。铝合金在有氢的环境中熔化后,其内部的含氢量可达到0.69ml/100g以上。但凝固以后,其平衡状态下的溶氢能力最多只有0.036ml/100g,两者相差近20倍。因此,在由液态向固态转变的过程中,液态铝中多余的氢气必定要析出。如果析出的氢不能顺利上浮逸出,就会聚集成气泡残留在固态铝合金成为气孔。
2) 保护气体产生的气孔。在高能自动化激光焊接机焊接铝合金的过程中,由于熔池底部小孔前沿金属的强烈蒸发,使保护气体被卷入熔池形成气泡,当气泡来不及逸出而残留在固态铝合金中即成为气孔。
3) 小孔塌陷产生的气孔。在激光焊接过程中,当表面张力大于蒸气压力时,小孔将不能维持稳定而塌陷,金属来不及填充就形成了孔洞。对减少或避免铝合金激光焊接中的气孔缺陷也有很多实际措施,如调整激光功率波形,减少小孔不稳定塌陷,改变光束焦点高度和倾斜照射,在焊接过程时施加电磁经场作用以及在真空中进行焊接等。近几年来,又出现了采用填丝或预置合金粉未、复合热源和双焦点技术来减少气孔产生的工艺,有不错的效果。
裂纹问题
铝合金属于典型的共晶合金,在激光焊接快速凝固下更容易产生热裂纹,焊缝金属结晶时在柱状晶边界形成AL-Si或Mg-Si等低熔点共晶是导致裂纹产生的原因。为减少热裂纹,可以采用填丝或预置合金粉未等方法进行激光焊接。通过调整激光波形,控制热输入也可以减少结晶裂纹。
铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶 铝合金及化学工业中已大量应用。铝合金在生产过程中,容易出现缩孔、砂眼、气孔和夹渣等铸造缺陷。如何修复铝合金铸件气孔等缺陷呢?如果用电焊、氩焊等设备来修补,由于放热量大,容易产生热变形等副作用,无法满足补焊要求。
爱迪达推荐:光纤激光自动焊接机

功率:200W
适用范围:3C行业、汽车行业、医疗器械、电子元器件、电子通讯业、IT产品、五金工具制品、精密器械、礼品饰品、包装首饰业/3C行业、汽车行业、医疗器械、电子元器件、电子通讯业、IT产品、五金工具制品、精密器械、礼品饰品、包装首饰业
- 上一篇:冷光激光设备的优势_紫外激光打标机
- 下一篇:食品包装激光打孔加工操作
推荐新闻 / NEWS
- 光纤激光打标机-您的手机纹身魔法师2018-08-09
- 激光打标机标记工艺优势何在?2018-08-27
- 光纤激光打标机价格5大件!2018-08-13
- 嘿,激光打标机光源你选对了吗?2018-07-12
- 二氧化碳激光工作原理解析2018-05-14
- 不同激光器对激光打标机打标效果影响2017-10-21

